QUALITY POLICY
QUALITY CONTROL
01. QUALITY
お客様からいただいた部品表を基に資材の受入れ検査を実施します。 以前受注いただいた製品も、弊社の過去データから現品表を発行して一から部品の突き合わせを行います。
突き合わせは部品の型式、数量やリードの足曲がりなども検査を行います。 新規データの場合はいただいた部品表と弊社現品表、リピート製品の場合は前回と今回で変更箇所がないかを確認してから弊社現品表との突き合わせを行います。 万が一お客様の払い出された部品が違っていた場合や、部品名などの若干の相違があった場合でも必ず発見してご報告いたします。
02. QUALITY
新規基板ならマウントデータといただいた部品表を1点1点確認、リピート品でも過去の実装データ、注意点や過去実装中に発生した不具合などを全て記録、共有しているため無駄のない工程内検査を実施しています。
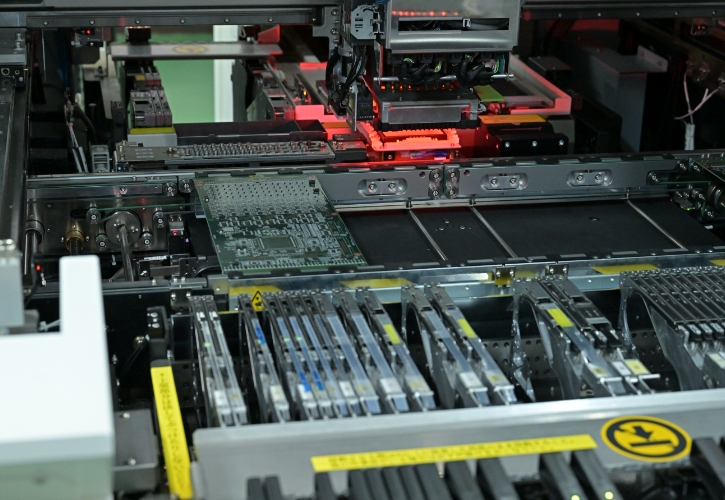
使用クリームハンダは厳密に管理しているためRoHS指令対応はもちろんの事、保管温度管理、使用頻度、枚数などを明確に記録して常に一定の品質を保証します。また、リフロー炉によるハンダ付けでは、新規の基板をいただいた段階で1機種ごとに温度プロファイルの作成を行います。
機種ごとに大きさ、部品種類や点数も様々なのでその機種に合った最適温度でのハンダ付けをすることにより高品質な製品を作ることが可能となります。
03. QUALITY
ハンダ付け検定資格者在籍の為、手はんだでの品質も一定基準を満たす事が可能になります。
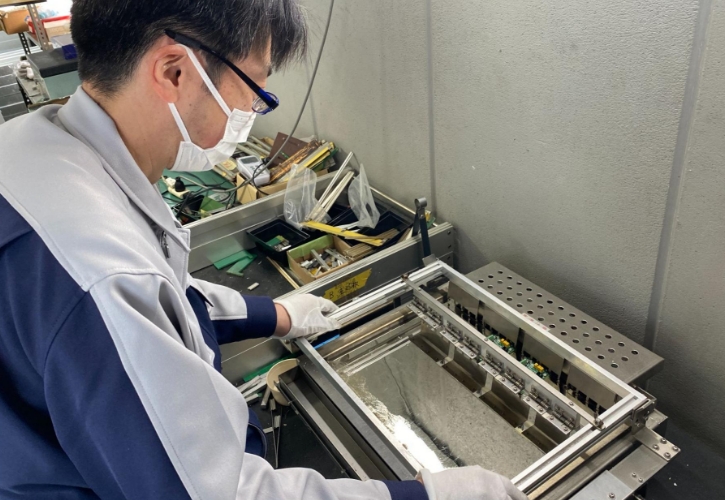
また、静止型はんだ漕(鉛フリー、共晶各所有)、スポットハンダ漕も設備保有しているためDIP部品が大量に実装される基板や、ロット数が多い基板も品質を保ちつつスピーディーに仕上げることが可能です。
DIP前や部品挿入後は工程内検査を入れるため、実装後検査と工程内の検査で誤実装や不具合を見逃しません。
しかしDIP実装はどうしても人の手作業が多いため不具合が発生しやすい業務です。 そこで高津通信では、個々で過去のデータをみて注意ポイントの確認も行っていますが、熟練者から下位作業者への声かけも行うようにしています。アナログ的ですが社員同士の声かけを行うことによって、不具合の出にくい環境を作り上げているのです。
04. QUALITY
組立、配線のお仕事をいただいた際は、事前の図面の分解を徹底的に行います。線の本数、引き回し、組立の順番、工程内検査のポイントなどを図面化して共有します。 また、配線は束線図を作ることにより品質を一定に保つことができ、コストの削減にも繋がります。
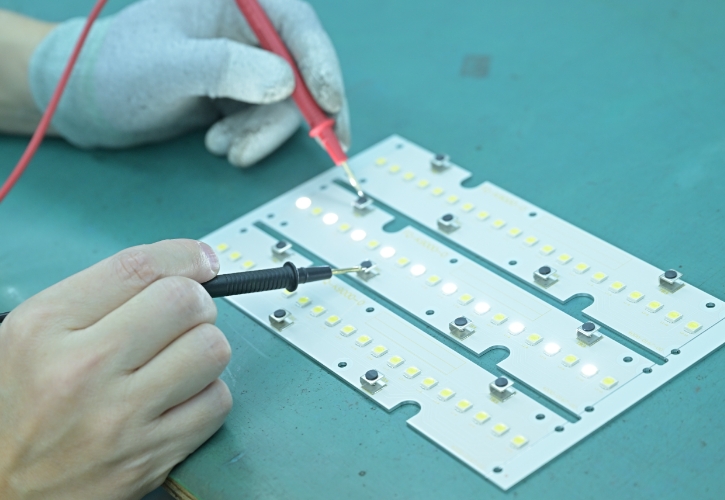
最終検査では導通検査をテスターと配線図を使って2人体制で行います。外観検査などは機種ごとに検査シートを作成して量産品でも一定の品質を保った検査をすることができます。
TESTING PROCESS
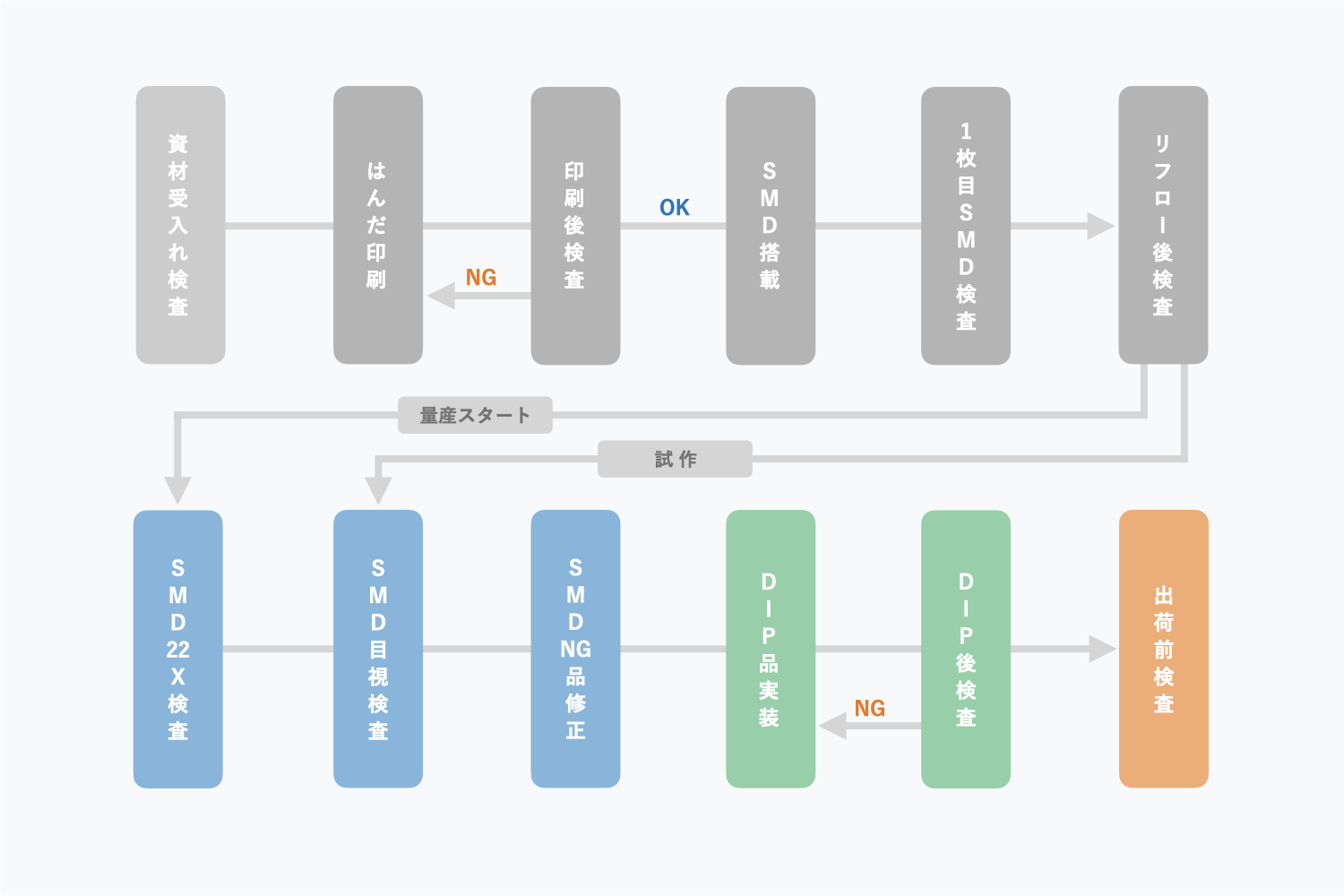
01. PROCESS
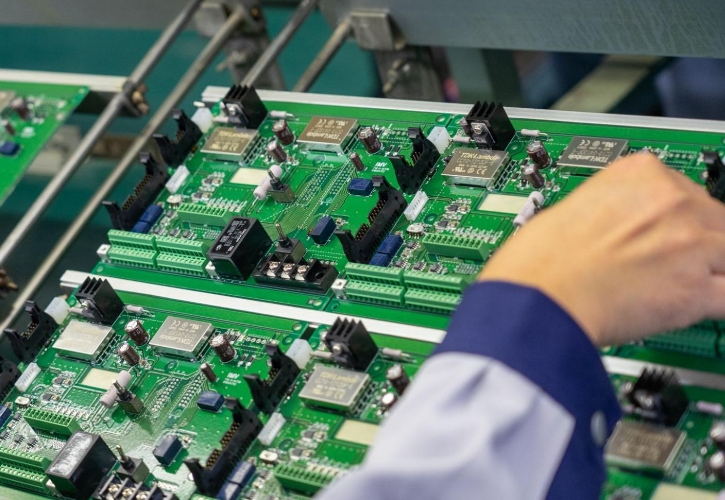
マウント機械と図面の突き合わせを2人体制でおこないます。
1点1点突き合わせをおこなっていき、マウントデータと図面の整合性をしっかりとってから量産をおこないます。未実装、過実装、誤実装を確実に撲滅します。
02. PROCESS
マランツ社製基板外観検査装置 22X
検査機を使って、過去実装データとの比較検査をおこなっていきます。
量産をおこなう際、同工程で実装をおこなっても防ぎきれない不具合が発生しますので、この工程で確実に発見して外部不具合を流出させません。
03. PROCESS
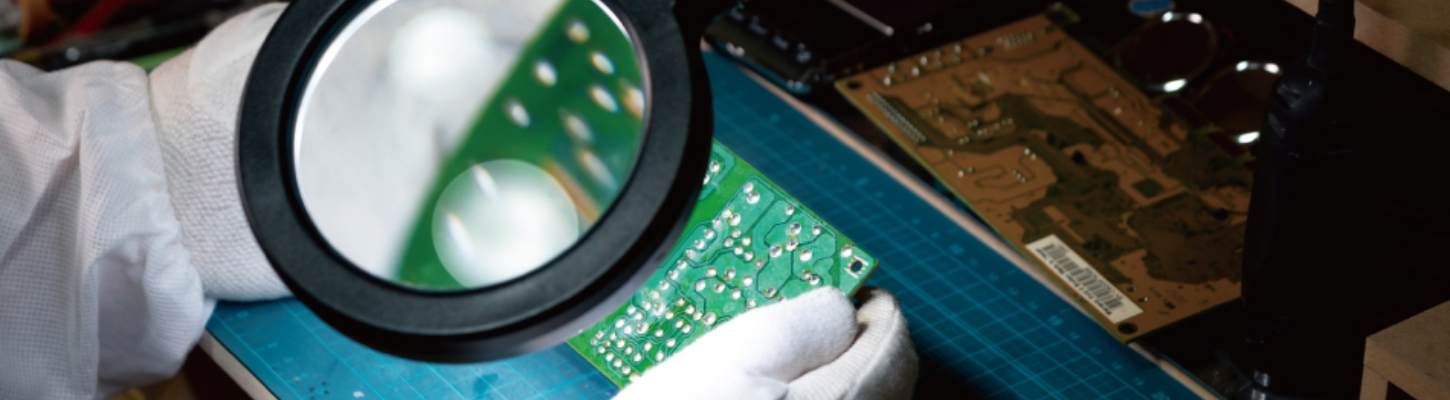
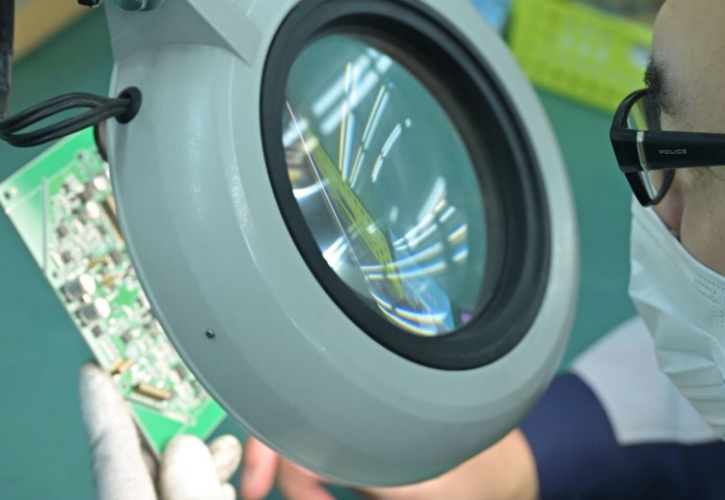
作業員が1点1点目視検査をします。
過去の不具合をデータ化、共有しているので、過去に実装工程内で不具合が発生したポイントは事前に周知してから目視検査を実施しています。
それでも外部に不具合が流出してしまうことはあります。 その際はなぜ不具合が流出したのか。なぜ工程内で不具合品が生まれたのかを徹底究明して、お客様へのフィードバックを怠りません。